sheet metal bulging process The process involves several key steps: Initial hole creation: A hole is first . Trench boxes, also called trench shields or trench sheets, are one type of protective system. They aren’t designed to shore or prevent a trench wall from collapsing. Instead, .
0 · sheet metal hole to form distance
1 · sheet metal hole to form diagram
2 · sheet metal forming dimensions
3 · microsoft word sheet metal design
4 · edge bulging tolerance sheet metal
In this article, we will walk you through everything you need to know about phone junction box wiring diagrams. We will explain the different components of a phone junction box, including the mainline, secondary lines, and distribution block.
This article dives into the fascinating world of metal expansion methods, explaining various techniques like bulge forming and hydraulic bulging. You’ll discover how these processes transform metal sheets into complex components and learn the benefits and challenges of .The process involves several key steps: Initial hole creation: A hole is first . First, a mechanical characterization and identification of aluminum sheet metal and polyurethane rubber parameters is achieved for validation purpose. Then, an experimental .
At present, research on the mechanism of magnetorheological controllable flexible-die forming mainly includes the controlling mechanism of sheet metal stress distribution, the . A newly proposed method for the manufacturing of sheet metal parts with very small radii is the bulging-pressing compound-forming process (Wang et al. Chin J Eng . The process involves several key steps: Initial hole creation: A hole is first punched or cut into the sheet metal. Positioning: The workpiece is aligned with the flanging die and punch. Forming: The punch applies force to .Bulge Forming is a process that involves expanding fluid in a rubber bladder, or bung, within a cavity die tool containing a sheet metal blank (cone or tube) to create a pre-determined shape reflected by the inner contour of the cavity die .
The biaxial bulge-forming of sheet metals is a standard test to evaluate the formability and mechanical behaviour of materials. A new dynamic bulge-testing method is . Giuliano G, Polini W. Influence of blank variable thickness on the material formability in hot gas sheet metal forming process. Manuf Lett 2020; 24: 72–76. CrossrefMechanics of Sheet Metal Forming. By Prof. R Ganesh Narayanan | IIT Guwahati. Learners enrolled: 1252 | Exam registration: 131. ABOUT THE COURSE: Sheet metal forming . This paper presents a simple and efficient method for the analysis of dynamic behavior of the workpiece in the electromagnetic forming process. A two-dimensional (2D) axisymmetric finite element model with the equations of electrical equivalent circuit, electromagnetic field, and mechanical field has been developed for calculating the discharge .
Workpiece Surface Bulging or Unevenness. . Ensuring the precise positioning of holes after the bending process in sheet metal fabrication is critical for maintaining the integrity and functionality of the final product. Various . In this paper, a theoretical approach to model free deformation of sheet metal via polymer injection pressure is presented. It is a general methodology that can be applied for any situation where a nonuniform pressure distribution is responsible for free deformation of sheet metal within a circular cavity. This approach is composed of two iterative approximation loops. .
The hydro-bulging process of double-layer sheet metal is shown in Fig. 4. The aluminum alloy 2B06 with a thickness of 1.0 mm is used as the target sheet, which is located on the liquid chamber side. Its chemical composition is listed in Table 1. Aluminum alloys 2B06, 2024 and stainless steel SUS321 located on the free bulging die side are .This process is being applied to low carbon, stainless steel, copper, brass, aluminum and other variety of alloy tubings. . As internal pressure continues to be increased, the pistons are forced towards the center, compressing and bulging the tubing until it is expanded into the mold cavity. Then the upper mold is raised, pistons retract and .The setup proves to work and aluminum sheet plates of 3mm are successfully bulged to a height of 19mm by the EMF process. Keywords: Electromagnetic forming, high speed forming, sheet metal forming 1 INTRODUCTION Sheet metal forming has a significant place in heavy vehicle, aviation and aerospace industries.
The purpose of this manuscript is to carry out an experimental and numerical investigation of bulging process of aluminum AA1050-H14 sheet metal in free expansion when using a flexible punch. Hole flanging is a metal forming process that creates a raised edge or collar around a pre-existing hole in a sheet metal workpiece. This technique utilizes specialized tooling to deform the material surrounding the hole, typically resulting in a cylindrical protrusion perpendicular to the sheet’s surface or at a specified angle .An analysis is presented for the bulging by lateral pressure of superplastic alloy sheet that has a flow equation, in uniaxial tension or compression, given by σ = K ε ̇ m, where σ is the flow stress, ε the strain rate and K and m are material parameters. Two cases are dealt with: (1) the bulging of a flat circular sheet clamped at its .
Electromagnetic forming (EMF) is an uncommon metal working process that relies on the use of electromagnetic forces to deform metallic workpieces at high speeds. It is expected to overcome some formability barriers of materials. EMF process analysis is the foundation of theoretical analysis. However, the electromagnetic sheet metal process is very difficult to .
DOI: 10.1016/0020-7403(64)90034-7 Corpus ID: 138061003; The analysis of axisymmetric forming of sheet metal and the hydrostatic bulging process @article{Woo1964TheAO, title={The analysis of axisymmetric forming of sheet metal and the hydrostatic bulging process}, author={D. M. Woo}, journal={International Journal of Mechanical Sciences}, year={1964}, volume={6}, pages={303 . In this paper, a numerical modeling of the electromagnetic sheet metal process is performed using a finite element method, and a series of simulations on free bulging are carried out using the FEA .
The liquid is used to provide counter pressure on the deformed sheet metal, therefore, the liquid chamber can be also named as counter pressure pot. . For the sheet hydroforming with pre-bulging process of DP590 dual phase steel, folding defect can be generated during ironing when the relative pre-bugling height is 30%. A sound cylindrical .
A novel process of sheet metal inverse bulging pre-deformation for deep drawing forming using magnetorheological fluid as flexible media . Wang XS, Yuan SJ, et al. Further assessment of the plastic instability of thin-walled tubes in double-sided hydro-bulging process with verification experiments. Proc IMechE Part B: J Engineering . Request PDF | A novel process of sheet metal inverse bulging pre-deformation for deep drawing forming using magnetorheological fluid as flexible media | At the Magnetic field condition, the . The influences of strength coefficient K, work hardening exponent n and thickness t of the overlapping sheet on bulging process are analyzed based on hardening material model. Also, bulging experiments are carried out by taking the aluminum alloy LF21 as formed sheet metal, and selecting overlapping sheet with different thicknesses and material properties, by .
metal fabricators arizona
Aluminum skins for aircraft can be made by this process. Lecture-05: Sheet Metal Forming Processes 34/20 21. . confined method of explosive bulging of tubes. Lecture-05: Sheet Metal Forming Processes 34/24 Abstract. Cryogenic medium pressure forming has been developed to form the complex-shaped tubular components, in which the needed shape and tube diameter directly determine the complex evolution of biaxial stress in bulging process. The superposition of biaxial stress and cryogenic temperature complicates the deformation behaviors, especially for the .bulging. first one ,, burrs form on the BOTTOM. 8 of 31. Term. A shearing process where a tool is forced through the sheet metal workpiece forming a hole. punching. shearing. bending. notching. . Process where sheet metal is clamped around its edges and is stretch over a die or form block. Used for large parts such as aircraft-wing skin .
In general, the hydraulic bulging of thin shell parts is divided into two main stages: free bulging and fillet filling; the free bulging process is the initial stage of the sheet hydraulic bulging . A flexible and incremental sheet metal bulging machine using a path-controlled spherical roller performed a wide range of sheet metal shaping of complex shapes, e.g., pyramidal shells, shells of the frustum of a pyramid, shallow pans and embossed panels. . the design of the forming process and the planning of the non-traditional machine tool . In order to evaluate the effect of changing magnetic field conditions on deformation behavior of sheet metal during bulging process, the finite element analysis of flexible-die bulging process of Al 1060-O sheet (0.19 mm) under two typical magnetic field conditions (0-0.13 T and 0.13 T-0) was carried out using the finite element-based code . Magnetic smart materials were employed as pressure-carrying medium in sheet metal flexible die forming process to achieve the real-time control of sheet formability in recent years. Yet, few studies involved the mechanism behind this phenomenon, which restricts the improvement of process design. Thus, elastic composites with magnetic-field-dependence .
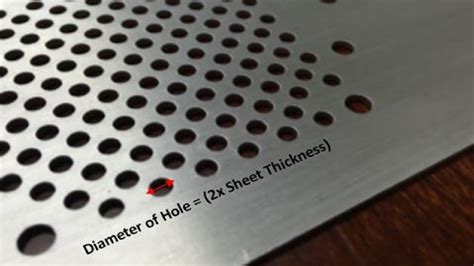
Edge-to-hole - Allow 2x material thickness (“web”) to prevent bulging of material Forming: Guidelines are similar to CNC press brake: Bend Relief-Provide bend relief along L shaped features (Width=2*T and Depth=T +R) Edge bulging-restrictive tolerances on V bends may result in edge bulging—provide bend relief accordingly. For electromagnetic sheet metal bulging process, the deformation of sheet metal mainly depends on the axial component of Lorentz force. According to Faraday’s law of electromagnetic induction, an eddy current could be induced by a time-varying axial magnetic field when a pulsed current passes through the coil. In addition, the effective . A novel process of sheet metal inverse bulging pre-deformation for deep drawing forming using magnetorheological fluid as flexible media . Wang XS, Yuan SJ, et al. Further assessment of the plastic instability of thin-walled tubes in double-sided hydro-bulging process with verification experiments. Proc IMechE Part B: J Engineering .
2.1 Process principle. The process principle of cone magnetic soft die press forming is shown in Fig. 1.During the forming process, the MRF is injected into the medium bin so that it can be used as a force transmission medium to unevenly transfer the pressure of the punch to the sheet metal and promote sheet metal forming.
sheet metal hole to form distance
sheet metal hole to form diagram
Learn how to effectively design sheet metal parts. This guide starts with the basics and moves toward design best practices and advice on material selection, finishings and fastenings, with a focus on two sheet metal fabrication processes: bending and laser cutting.
sheet metal bulging process|sheet metal forming dimensions