g80 torna cnc Learn how G-codes G80 and G81 can make your life easier by encapsulating complex machining operations like drilling into single commands. .more. Welcome back to . I received a set of drawings from a customer recently and need to calculate my blank size (total flat pattern size) which I believe is based on the outside dimensions minus the material thickness. I can’t seem to find a .
0 · g80 cnc code
1 · g80 canned cycle cancel
2 · g80 cancel motion cnc
3 · cnc g80 manual
4 · canned cycle g80 code
CNC is an acronym for computer numerical control. Therefore, a CNC machine is a computer-controlled device that helps users cut, carve, and mill designs out of raw material.CNC stands for computer numerical control, a process of using software to control machines that can cut, carve, or engrave materials. Learn about different types of CNC .
G80 is a modal code that cancels the current canned cycle and returns the machine to the G00 (rapid positioning) mode. Usage format. The G80 code can be used in the following .G80 is a G-code used to cancel the current motion mode. It is used to return the machine to the default motion mode, which is typically linear interpolation (G01). This command is used to .
Learn how G-codes G80 and G81 can make your life easier by encapsulating complex machining operations like drilling into single commands. .more. Welcome back to .
Click here for a Handy g-code and m-code programming reference list for CNC Lathes and Turning Centers with examplesThe easiest way to identify a canned cycle is that we have to tell the machine to cancel it once we have finished with the cycle with G80. The following cycles are classed as canned cycles: G81 - Standard drilling cycle; G82 - Counter-sink .
Learn about the G80 G-Code command used in CNC machining. See it in an example G-code program and get started with G80 today. G-Code, also known as Geometric Code, is a programming language that controls CNC machines by giving instructions on movement and operation. It tells the machine what to do – where to position, at what speed to .
g80 cnc code
To cancel a canned cycle you can use G80 or one of the following G-codes from Group 01:
Las máquinas virtuales en CNC Simulator Pro utilizan códigos estándar predeterminados. Sin embargo, tenga en cuenta que las máquinas personalizadas pueden tener otros códigos y formatos. Las siguientes tablas proporcionan una visión general de los diversos códigos G, M y otros reconocidos por el intérprete de CNC Simulator Pro. A programação CNC fornece instruções digitais para o movimento da ferramenta na usinagem. . À medida que as máquinas CNC se tornam mais acessíveis e a programação se torna mais fácil . (Program number) N1 G21 .
cualquier aplicación del CNC que no se encuentre recogida en la documentación se debe considerar como "imposible". En cualquier caso, Fagor Automation no se responsabiliza de lesiones, daños físicos o materiales que pudiera sufrir o provocar el CNC si éste se utiliza de manera diferente a la explicada en la documentación relacionada.
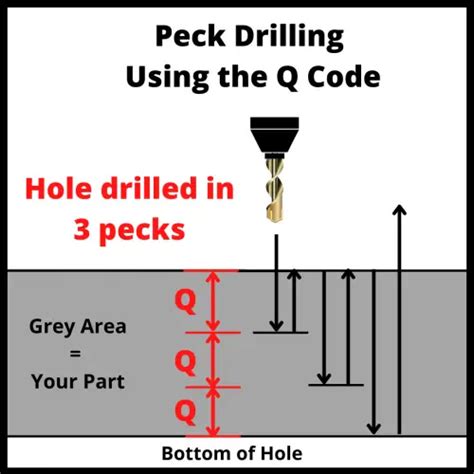
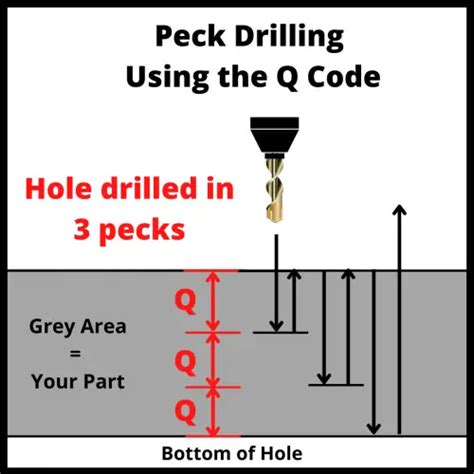
Some CNC models have variable-depth peck controllers, and you could play with them to decrease peck distance in each pass by taking a big peck in the first step and then taking shorter ones to avoid plugging up the tool. . The G80 command is used to cancel a G83 code as well as all other canned cycles. If the G83 command is not canceled, then .
g80 canned cycle cancel
CNC TORNA VE FREZE ÇEVRİMLERİ FANUC KONTROL PANELİ ALARM KODLARI AÇIKLAMASI. . ÖNEMLİ NOT: Hassas kılavuz çekme çevrimi sonrası çevrimin iptali için sonraki satırda G80 çevrim iptal kodunun kullanılması gereklidir. Eğer çevrimden sonraki satırda G01 kullanılırsa G80'e gerek yoktur.
Programa para desbaste y acabado de una pieza en un torno CNC % G80 G21 G28 U0 W0 G00 X53 Z2 S200 M03 G00 X50.8 S1500 G96 G50 S1500 G94 X-1 Z1.5 F0.1 G94 X-1 Z1 F0.1 G94 X-1 Z0.5 F0.1 G94 X-1 Z0 F0.1 G71 U0.8 R1.6 G71 P01 Q02 U0.8 W0.8 F0.1 N01 G00 X10 Z0 G01 X25 Z-30 X45 Z-50 Z-110 X30 Z-140 G02 X30 Z-190 I100 K-25 G01 Z-210 G03 X45 Z-217.5 I0 . Learn more about the G80 code. Positioning Modes. G90 - Absolute Mode. All movement locations are relative to a fixed zero such as the work offset (G54, G55, etc.) or machine home location. . Also, different CNC controller manufacturers will include their own special codes. For example, some will have codes such as G103 or they will switch .
The G80 code is used to cancel the G85 boring/reaming canned cycle. G80 is the code used to cancel all canned cycles. G80 is the code used to cancel all canned cycles. If the G80 code is not used, the machine will attempt to bore/ream a hole at . Detaylı Bilgiler İçin : www.tezmaksanakademi.com
Reducing the cycle time is great for industrial CNC machines, but for hobbyists this isn’t as much of a concern. Unless you are trying to maximize the output of your machine, G98 is a safer option. G99 code example. N1 Z5.0 M08; N2 G82 G99 Z-3.0 R1.0 P500 F50.0; N3 X10.0; N4 G98 X20.0; N5 G99 X10.0; N6 G80; G80 is the code used to cancel all canned cycles. If the G80 code is not used, the machine will attempt to bore a hole at each new location given in the program. G85 vs G86. G85 and G86 are both boring canned cycles. They both move into the part at the set feedrate.
When a G80 command is executed, it cancels the current canned cycle. It’s worth noting that the specific functionality of G80 may vary depending on the specific CNC machine being used, as different machines may have different interpretations of the code. How G80 G-Code Command Is Used. Here’s an example of how G80 might be used in a G code .Here are G-codes for Fanuc cnc control wh. ≡ MENU. Home Fanuc Learn Examples Sinumerik Haas Reference Alarms Programming About. Fanuc Fanuc G & M Codes Fanuc G Codes Fanuc M Codes Fanuc G & M Codes . G80: Canned cycle cancel: G81: Drilling cycle, spot boring cycle: G82: Drilling cycle or counter boring cycle: G83: Peck drilling cycle: G84 .El uso de G80 en la línea N200 es opcional porque el G0 en la siguiente línea apagará el ciclo G81. Pero usando el G80 como se muestra en el ejemplo 1 proporcionará un ciclo fijo más fácil de leer. Sin el, no es tan obvio que todos . Often, CNC machines will have this command set to “on” by default. . N3 X10.0; N4 G98 X20.0; N5 G99 X10.0; N6 G80; The first line (N1) brings the drill down to 5mm above the material surface and turns on the coolant with .
g80 cancel motion cnc
G KODLARI (CNC Torna Tezgahı) G00 Kesici takımın talaş kaldırmadan boşta yaptığı hızlı hareket. G01 Kesici takımın talaş kaldırarak yaptığı hareket. Bu hareket hızlı değil belirtilen F değerinde yapılır. . G80 Delik delme çevrimlerinin iptali. G83 Kademeli delik delme çevrimi (Z ekseninde) G84 Kılavuz çekme çevrimi.Esta estandarización fue adoptada por la totalidad de los fabricantes industriales serios de CNC y permite utilizar los mismos programas en distintas máquinas CNC de manera directa o con adaptaciones menores. . G80: Cancelar ciclo encajonado G81: .
Các mã lệnh G trong máy phay CNC có chức năng thông báo và ra lệnh cho các thiết bị. Như quỹ đạo và tốc độ di chuyển, tắt/ mở các thiết bị,.. . G80: 9. Xóa chu kỳ cố định: G81: Chu kỳ khoan: G82: Chu kỳ khoan – điểm (lấy dấu tâm) G83: Chu kỳ khoan bậc (chu kỳ khoan lỗ . 1.取消固定循环指令g80. 格式:g80. 功能:用g80取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括r点,z点等等,都被取消:但是移动速度命令会继续有效。 2. 定点钻孔循环g81. 格式:g81 x_ y_ z_ r_ f_ l_ x__y__为孔位数据. z__ 孔底深度. r__加工初始位置Software de CNC 4.5 02/2012 6FC5398-5BP40-3EA0 Bases de la programación 1 Comandos de desplazamiento 2 Comandos de desplazamiento 3 Otras funciones 4 Abreviaturas A Tabla de código G B Descripción de datos C Listas de datos D Alarmas EG80 is a G-code used to cancel the current motion mode. It is used to return the machine to the default motion mode, which is typically linear interpolation (G01). This command is used to cancel any motion mode that was previously activated such as canned cycle (G81-G89).
CNC-TUTOR Cerca. Cercar en aquest blog G84 - TORNO el dia de març 16, 2020 . 8 y 12 mm. Algunas de las funciones utilizada son: G41, G40, G36, G37, G38, G80, G87, G2 Y G42. Programa: N10 G54 G0 G90 G17 G43 G71 G94 X-55 Y0 Z100 S150 M3 T11 D11 M6 Z5 G1 Z0 F500 Z-2 F120 G1 G41 X0 Y20 G1 X0 Y20 G1 X20 G1 Y8.5 G1 X100 G1 Y-15 X75 Y-10 .G80 Cancelación del ciclo de barrenado G80 G83 Ciclo de Barrenado G83 G84 Ciclo de machuelado G84 . CODIGOS G-M TORNO CNC DYNA CÓDIGO FUNCIÓN M00 Paro temporal o momentáneo del programa M01 Paro opcional del programa M02 Fin del programa M03 Giro del husillo en sentido antihorario . CNC se corresponden con Control Numérico. El control numérico es el sistema empleado para controlar una máquina mediante un software. Passa al contingut principal CNC-TUTOR . 8 y 12 mm. Algunas de las funciones utilizada son: G41, G40, G36, G37, G38, G80, G87, G2 Y G42. Programa: N10 G54 G0 G90 G17 G43 G71 G94 X-55 Y0 Z100 S150 M3 T11 . The G49 code is not a required part of your CNC program. It is rare that you would want to move the tip of your spindle to an exact location. You will almost always have a cutting tool in the spindle that you will want to account for. .
plastic electrical boxes amazon
G80 = Delik delme çevrimi İPTALİ . CNC TORNA KOMUTLARI (FANUC) HAZIRLAYICI FONKSİYON KODLARI ( G KODU ) G 00 = Hızlı doğrusal hareket G 01 = İstenilen ilerleme hızında doğrusa. Hakkımda. Cryptotab Profilimin tamamını görüntüle. Harikalar Tic. .
plasma cnc metal fabrication facebook
Buy Junction Box for CMHT17XX, CMHT27XX, CMIP11XX, CMIP30XX Series online with factory price and the best service according to your needs.Ships Fast.
g80 torna cnc|g80 canned cycle cancel