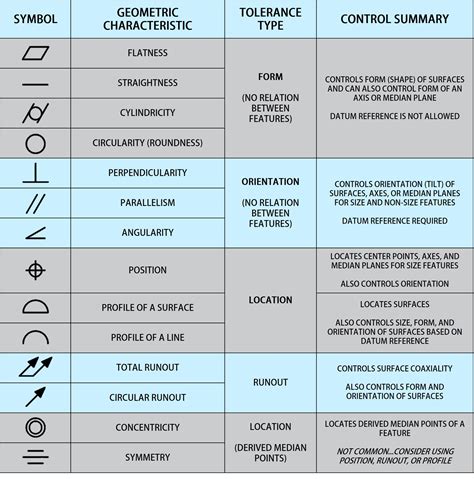
cnc machining tolerance tapped hole locations Geometric Tolerances. The comprehension of geometric tolerances is likewise extremely straightforward, precisely as its name implies, it denotes the tolerances established for shape and position. It is generally applied to govern the . Before a sheet metal part is formed, make a flat pattern to show how much material is required in the bend areas, at what point the sheet must be inserted into the forming tool, or where bend lines are located. Bend lines must be determined to develop a flat pattern for sheet metal forming.
0 · geometric tolerance cnc
1 · cnc tolerances explained
2 · cnc tolerance range chart
3 · cnc machining tolerance range
4 · cnc machining tolerance limit
Before installing a ceiling fan, make sure that you follow the portion of the electrical code that requires that you use a fan-rated outlet box that will support the extra weight and the motion associated with a fan. Learn how to retrofit a ceiling fan electrical box.A junction box is a fancy name for a dedicated power strip for your Bosch dishwasher. You know, the thing you plug all your electronics into so you don’t blow a fuse every time you have a power surge?
Is it possible to machine a M5 tap hole with the center positional tolerance +/-0.001"? If yes, how to measure the tap hole is located within tolerance? Specifying tolerances shows the precision needed in CNC turning and milling when manufacturing a component. The smaller the range of acceptable measurements, the tighter the tolerance and the more precise the . Common Tolerances in CNC Machining. Engineering tolerances are a necessary requirement when defining product measurements. Unless .Geometric Tolerances. The comprehension of geometric tolerances is likewise extremely straightforward, precisely as its name implies, it denotes the tolerances established for shape and position. It is generally applied to govern the .
This detailed guide uncovers CNC machining tolerances, including their types, calculations, and how international standards guide their specification. What is a Machining .Standardized Tolerances for CNC Machining. The standard prototype and production machining tolerance at Protolabs is +/- 0.005 in. (0.13mm). This means any part feature’s location, width, length, thickness, or diameter will not .
Adding a dimension with tolerances (.313 +.0005/-.0000) shows the operator that the hole needs to be slightly oversize to allow the slip fit. Adding a callout like “Slip fit to standard 5/16 dowel pin” gives the operator further . Understanding machining tolerances is important for ensuring the desired form, fit and function of a part, and can be learned through CNC training programs. So what exactly are machining tolerances and why are they . CNC Machining ..003 true pos on a tapped hole? . Apparently there is a program in the CMM that you can measure true position of tapped holes, it compensates for the thread pitch to measure the "hole". Not sure how well it works, the guy said he didnt use it very often. . I make some small parts that I specify 3 10-32 holes to .002 location . The reason threaded holes suck for locating things is because they're typically not a good I.D. hole to use for precision. So the minor-diameter / peaks aren't good enough. But if you start with a well-located and good-diameter pilot hole before tapping, you'll theoretically have a precise thread-peak that will center itself properly on a .
Digger Doug, I was originally going to do drilled and tapped holes, I told him the accuracy of an 1/8" would be okay, he said they would do it on a cnc which holds a tolerance of .005, after talking to Vanguard I decided not to do tapped holes, I decided to go with a different ( faster way ) to have hold down clamps on the table. 35mm (1 3/8")thread on soft copper, small batches, .02mm (.001") tolerance, just enough material, low tolerance for scrappage!! We're looking to get. Log in Register. What's new. . CNC Machining . Screw cutting close tolerance . The taps are specially made and stupidly expensive so the threads have to be cut to fit the tapped hole and . We are doing a job that requires 6 x 5.5mm diameter and 3 x M8 tapped through holes drilling on a 150mm PCD. Material is low carbon steel- nothing exotic, workpiece is 180mm diameter faced up both sides 12 mm thick. Drawing calls for all holes to be true position to within 0.13mm (0.005") to. basic shaft in bearing position shift the picture shows a turning shaft and oil tends to pick up shaft and push to left which can vary in amount based on rpm and tool length. preloaded bearing its not much but if measuring to less than .001" you can start to see it. vertical shaft the direction it shifts is harder to predict. i never saw the .
A tap is inserted into a drilled hole illustrating the tapping process in machining. Tapped holes are vital across many industries due to their secure and reliable fastening capabilities. Here are critical applications of tapped holes: Automotive Industry. Tapped-hole machining is crucial for assembling vehicle components in the automotive .
geometric tolerance cnc
cnc tolerances explained
I've tapped thousands of holes using a Tapmatic. If you can, tap the holes with a roll tap (thread forming). No chips to deal with and clean out, especially in blind holes. The tap is started about .300" above the hole so it can come out all the way before moving to the next hole. The .300" gives the tapping head time to complete it's cycle. But! The size of the bolt and thread count of course factor in too, but if you have a 1/4" fastener with hole tapped 1/4" deep that is at risk of shearing or pulling threads out, you need a bigger bolt. . If the hole is in tolerance, then it's in tolerance. End of discussion. If the hole is manipulated to pass Inspection (cheated), then you get a .
That magic M gives you a bonus tolerance. Max Material condition, when the hole is the smallest. As the physical size of the hole grows, so does the tolerance. Its a fantastic way, and probably the only way to accurately describe a functional part.
CNC Machining . Tap hole positional tolerance? . it does if there is a bolt hole circle going around the bore which is common. tapped holes when part distorts follows the part distortion direction. . Kinda like tapped 1/4-20 holes.. that had tolerance of +/- .0003 . sfriedberg Diamond. Joined Oct 14, 2010 Location Oregon, USA. Apr 4, 2017 CNC Machining; Tap hole positional tolerance? Likes: 29. Post #2944539 ; Post #2944690 ; Post #2944409 ; Post #2944339 ; Post #2953675 Page 2 of 3 First 1 2 3 . threaded fasteners aren't nearly good enough to get a consistent location. Depending on your thread class, fastener quality, and clearance hole size (some companies run them tight .Say you have a shoulder bolt going into a thick piece and you need to locate the 1/4" shoulder's position to within +/-0.001". You don't want to use the threads for that since you can't control the threads location super accurately, but you could counterbore a tight-tolerance hole for the shoulder to go into.
I'm not looking for ways to make tapped holes faster (I'm quite familiar with form taps and thread milling). . Just going to Bassett's budget carbide drills will make your jaw drop in terms of life, hole size, hole quality and hole location. WABOOM Aluminum. Joined Sep 16, 2016. Apr 14, 2017 #3 . CNC Machining. ABOUT PRACTICAL MACHINIST. CNC Machining . Thread plug gage instructions . There are engagement factors, and a threaded hole has more tolerance. I was also taught that 2-1/2 turns are acceptable for most threads. RAS . D. Dave K Diamond. Joined Mar 21, 2004 Location . Prove me wrong, but if you check military standards, the tapped hole is bad if 3 full turns are . For most tapped holes on the milling machine I don't have to go deep so I use parabolic flute screw machine length drills. They have a nice 130º split point grind and don't need a spot as they're only 3xD anyhow. This is for holes #4-40 and up, or M3 & up. So drill, then chamfer 90º, then tap. I have never had a problem with hole location.
One of the most common features in machine design is a hole. Whether it accepts a bolt or holds a precision bearing, it has to be the right size and in the right location for the machine to function properly. . While the . In your case however, your tolerance in case of TPdiameter is .028/2+bonus tol, so the true position is +/- .014 + hole dia tolerance. To translate that, if your hole is .500 +/-.005, TP.028 MMC, and you want to make a receiving gage to check true position, you'd make the gage hole to be .481 with the sliding pin. Doesn't look as nice as a chamfered tapped hole, but I can orbital sand a plate with hundreds of tapped holes in a few minutes. edit added the worm form in the first paragraph . Last edited: Oct 18, 2023. M. . For roll threads depending on what tolerance I have for the countersink, some customers want nothing for a countersink, I'll spot .
The problem you have is accepting your vendor saying he can only hold +/-.010 locational tolerance on a .072 dia hole(tap drill for a 2-56). . hole diameter increasing the available tolerance. When machining holes locational tolerances capabilities change due to mostly the tools used to manufacture the hole not the CNC used to make the hole . I have tapped many a holes for a pipe in my moldmaking trade. We always drill then use a pipe tap tapered reamer, then tap,, this might sound like a wasted operation, but in the long run you get a much better thread and it really saves on the taps. We always turn a gauge into the hole to make sure the depth is there. Bolt circles are either clearance holes or tapped holes. In both cases there is usually some wiggle room since the fastener is loose in the mating part. If you are talking about a screw machine drill, you generally do not need to spot the hole first or decrease the feedrate unless you are starting with an uneven surface. with blind holes the chemical sits in the holes and WILL build thicker and sometimes leaves crusties at the bottom only to be found by a screw that now wont come out. H9 might help, but i would do a sample of 100-200 tapped holes in a plate and send it off to coating before building all the parts. that's the only way you will know.
From Old School conventional guys, to CNC Programmers, to the up and coming next generation. . I'd say that's a pretty loose position tolerance. Unless it's a reamed hole for a precision ground shoulder bolt, you're probably working with +-.005" on the mating parts through hole diameter. . Dimensioning tapped hole to +/-25um
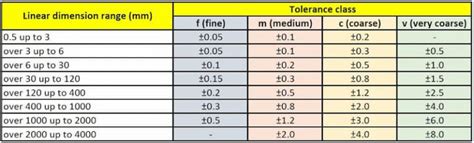
Learn how ISO 2768 standardizes general tolerances for machined parts, improving precision and reducing errors in manufacturing. This guide covers Part 1 (linear and angular dimensions) and Part 2 (geometrical tolerances), commonly used in CNC machining and tooling industries. Discover how ISO 2768 helps streamline technical drawings, ensuring global consistency and . I have come to a bit of a low in work. I have a day or two left in the pipeline, and then it is slow down city. My regular R&D customeer gave me a few parts to quote. Fairly tough oil field stuff anyways, down hole instrumentation. Small . We machine a range of parts for a customer using a Haas VF1 or similar Haas VMC. Typical parts are mild steel, 80mm diameter x 6mm wide discs, surface ground both sides, batch size 200. The drawing calls for 3 holes 7mm diameter (-0.0/+0.05), equi-spaced on a 59mm PCD. Normally these holes have.
cnc tolerance range chart

how expensive is it to rewire electrical box
Learn about the many common types of wall and ceiling electrical boxes for switches, outlets, light fixtures, ceiling fans, and junction boxes.
cnc machining tolerance tapped hole locations|cnc machining tolerance limit